 فارسی
فارسی  Arabic
Arabic  Russian
Russian 


After the completion of pouring and solidification, the parts must be cooled. Cooling can take place either inside the mold or outside of it. The choice of cooling method depends on the type of metal or alloy and the surface modulus of the part. If the part needs to be cooled inside the mold, sufficient time must be given for it to cool to the appropriate temperature before the mold is cleared. The cooling rate affects the microstructure, and the mechanical properties of the part are influenced by the microstructure and cooling rate. As a result, premature mold clearing can lead to undesirable mechanical properties, defects, or reduced lifespan and performance of the part. At Avangard Company, with a team of experienced engineers and skilled workers specializing in the production of various steels and alloyed cast irons, and equipped with state-of-the-art facilities in the casting industry, such as Shake Out machines, electric demolition hammers, various types of Hilti and pickaxe tools, milling machines, cutting machines, mini grinders, bench grinders, finger grinders, various sizes of grinding and cutting wheels, oxy-fuel cutting equipment, shot blasting (Shotblasting), and other common casting equipment, this process is carried out in the best possible manner according to the material of the part.

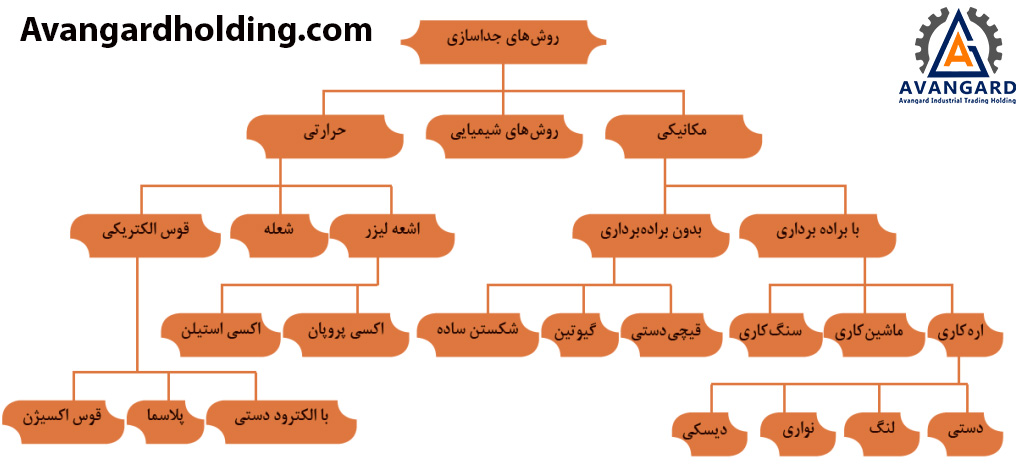
After casting and removing the part from the mold, a series of operations are performed on the part, which are referred to as finishing operations. Finishing operations consist of a set of processes aimed at achieving properties such as: improving surface quality, corrosion resistance, wear resistance, hardness, removing burrs and other surface defects, and more.
Finishing operations include the following steps:- Sand removal: Separating the mold sand and core from the part.
- Cutting: Removing excess material including the gating system, feeders, burrs, etc.
- Cleaning (Trimming) and final finishing: Removing corners, edges, and sharp points from the part.

In the casting of high-melting-point alloys (such as steel and cast iron), due to the high pouring temperature, destructive and undesirable reactions occur between the components of the sand mixture and the molten metal, causing the sand to adhere to the surfaces of the part. Therefore, after mold clearing, the surfaces of the part must be cleaned. The cost and time of cleaning depend on the size, complexity of the part, and the type of production process.
There are different methods for mold clearing and sand removal:Rotary Drum Method: In this method, a rotating perforated drum is used; as it rotates, the sand particles are separated from the part and exit through the holes on the drum’s surface.

Vibratory Drum Method: This is a continuous process suitable for delicate parts and cooling during clearing. These systems are automated and perform the tasks of clearing and sand removal completely without manual intervention. The pneumatic systems in this machine facilitate mold clearing. One of the advantages of these machines is reducing the amount of dust generated, shortening mold clearing time, increasing operational speed, and improving control over environmental issues.

Vibratory Process: The most common and oldest method of clearing and sand removal, used in most foundries, is the Shake Out machine. This method has a very high range of vibrations. As a result, the gating system and feeders may separate from the part during vibration. This method is highly suitable for high-volume production.
Related topic: Casting Products

After mold clearing and sand removal, it is necessary to separate excess materials such as the gating system, feeders, burrs, etc., from the part. These excess materials reduce casting efficiency and overall yield. To increase economic efficiency, care must be taken in the design of feeders and the gating system. Today, using precise calculations and simulation software, it is possible to reduce waste and returns. Various simulation software are used in the casting industry for specific purposes. Simulation software provides accurate calculations to determine the number, location, and dimensions of feeders, as well as the shape, dimensions, and connection points of the gating system to the part, in order to achieve maximum efficiency. Typically, the simulation results are up to 80% accurate.
This method is typically used for breaking the gating system and feeders in brittle and fragile parts. Sometimes, during clearing, excess materials separate from the part, and it is necessary to prevent these excess materials and burrs from entering the sand mixture.

Separation by electric arc is one of the most cost-effective methods for separating cast parts in large and medium-sized industries, serving as an alternative to grinding operations. Heat is generated by the electric arc created between a graphite electrode and a copper-coated surface. The removal of excess material is performed at high speed. The biggest drawback of this method is the production of excessive smoke and noise.

In this method, separation can be done using a hand saw, grinding, or machining. When using a hacksaw for separation, the blade (material, shape, and size) must be selected according to the material of the part. In separation using a grinding wheel (grinding) or an angle grinder (machining), excess material can be removed from the part by utilizing the high speed of the grinding wheel. This method is used for removing large excess materials or reducing the thickness of surfaces. Its high precision and cost-effectiveness have made it widely popular. Another separation tool is the band saw, which uses a blade similar to regular blades but in the form of a loop. The band blade rotates around two axes of the machine, and the cutting action occurs when it comes into contact with the part.

Another type of tool used in separation operations is the hand grinder. This method is used for separating all metals and alloys. In this method, the cutting process is very precise and is performed by abrasive particles bonded to the cutting wheel. In the grinding method, precision and speed are high. The cutting wheel in grinding operations performs the cutting action through hard particles, and each abrasive particle essentially acts as a cutting tool responsible for a specific part of the cutting process. After separating the gating system using tools such as a grinding machine, angle grinder, hand sandpaper, belt sander, etc., deburring is performed. Angle grinders, available in both electric and pneumatic types and in small or large sizes depending on precision and size requirements, are used for grinding chamfers, rough surfaces, protrusions, and removing burrs.

This method uses a combustible gas such as acetylene (C2H2) and oxygen (O2) as the burning and oxidation agents, based on melting the metal part to a temperature of 815-871 degrees Celsius and causing oxidation. This process is limited to cutting carbon steels and low-alloy steels, but active metals or those with refractory oxides cannot be easily cut with a flame.

The cleaning process is carried out to improve the surface quality of the part. Enhancing the surface quality increases resistance to corrosion, fatigue, and more. In this stage, the removal of residual effects from sawing, deburring, etc., is performed.
Chemical Cleaning:
In this method, chemical substances are used for surface cleaning, as described below:
Pickling: Chemical substances are used to clean the surface of metals. Sometimes, electrolysis is used for cleaning metal surfaces, such as in the surface plating of stainless steels.
Washing with solvent (Solvent cleaning): This cleaning method is performed in two ways:
- Parts that have been sandblasted and must not have any dust on them are washed with a solvent such as white alcohol.
- Parts that have been sandblasted and then coated with oil are washed with a specific solution like White Spirit.
Mechanical Cleaning:
- Thick surface irregularities can be removed by turning and machining.
- Grinding is used to smooth and polish the surfaces of the part.
- Manual cleaning (Hand cleaning) (manual grinding and filing) removes burrs or repair weld marks.
- Cleaning with sandpaper of various grades, which can be used to clean the metal surface.
- Cleaning with wire brushes.
- Cleaning with electric brushes.
- Sandblasting removes surface oxides and sand adhered to the part’s surface up to 2 millimeters.
- Shot blasting (Shot peening) with cast iron or steel shots of varying diameters based on the size and material of the part.
- Cleaning the part’s surface by spraying water particles at high pressure (Jet blast).
The most common methods for surface preparation of parts are sandblasting (Sand blast) and shot blasting (Shot blast).
Sandblasting is one of the methods for cleaning the surfaces of parts, where abrasive materials are sprayed onto the surface of the part at high speed using high-pressure air. This method is similar to sanding with sandpaper, but it avoids issues such as creating corners or protrusions on the final surface. Due to the intense impact of sand particles on the surface of the parts, all protrusions, surface impurities including residual sand, rust, etc., are cleaned from the surface of the part. This method is the most common cleaning method in the industry and is widely used in various industries.
Features of Sandblasting:
- The surface of the part becomes smooth and shiny.
- If needed, the surface of the part can be made rough, matte, or coarse.
- The degree of roughness created on the surface of the part depends on the type and size of the abrasive material and the equipment used.
How Sandblasting Works
In this process, an air compressor is connected to a sand tank via a hose. The sand is released from the tank in a controlled manner into the path of the compressed air and exits through the nozzle under pressure. When the nozzle is directed toward the metal surface, it cleans and roughens the surface. Before starting sandblasting, the metal surface must be inspected, and any oil contamination should be cleaned with thinner.

In this method, the metal surface is cleaned by projecting metal shots. The energy required for projecting the shots is generated by a turbine using centrifugal force, and the part is placed in a chamber where it is bombarded with shots. The philosophy behind the creation of these machines was to eliminate human labor, reduce costs, and address environmental concerns. Additionally, they can be used anywhere and produce less noise. This method allows for the collection of metal particles. The health limitations of this method are less compared to sandblasting, and it does not require enclosed spaces or strict environmental controls. It also offers higher operational speed.
How Shot Blasting Works
In these machines, steel shots are accelerated by the device’s turbine using paddle-like blades that are adjustable and very fast. The abrasive material moves along the radius of the rotating blades and is projected at high speed in a predetermined and adjustable direction. When the abrasive material hits the surface, it cleans it, then rebounds and falls into a chamber where it is reused. The reusable abrasive material is separated from dust and debris and used again. Shot blasting is primarily used in industrial applications and for high-volume parts.
Using shot blasting (Shot blast), the sand adhered to the part and any potential rust can be removed. Additionally, before painting or plating, the surface of the part can be roughened to improve paint adhesion.

