 فارسی
فارسی  العربية
العربية  Русский
Русский  Azərbaycan
Azərbaycan 






Cast irons are a large and diverse family of ferrous alloys whose main composition includes iron, carbon, and silicon. In addition to these elements, small amounts of manganese, phosphorus, and sulfur are also present in the composition of cast irons. Compared to steels, which contain lower amounts of carbon, cast irons are alloys with a higher carbon content (up to about 6%). This variation in composition and structure divides cast irons into different groups, including non-alloyed and alloyed cast irons. Ni-Hard cast iron is one of the alloyed cast irons with special applications, offering high resistance to wear and corrosion.
Ni-Hard cast iron, which is in fact the trade name of white cast irons alloyed with nickel and chromium, belongs to the group of wear-resistant cast irons. These cast irons have a microstructure composed of two main components: the matrix phase and the carbide phase. By adjusting the amount of alloying elements, the mechanical properties and cost of these cast irons vary. Specifically, Ni-Hard 4 has the highest toughness and wear resistance, making it widely used in many industries, including sand and gravel mining equipment. These cast irons are used in mineral processing, cement production, and in manufacturing special components such as hammers, anvils, and mill liners.
The history of Ni-Hard cast iron dates back to the 1920s, when this type of cast iron was first introduced by the American company Ni-Hard as a wear-resistant material. In the beginning, these cast irons attracted attention in various industries such as cement production and mining. Over time and with industrial advancements, Ni-Hard cast iron was increasingly used in manufacturing heavy machinery parts and industrial equipment requiring special resistance. Developed in the United States, these cast irons quickly spread to other industrialized countries such as Germany and Japan.
This cast iron is especially known for its extremely high wear and abrasion resistance, long service life, and ability to withstand harsh working conditions. One of its prominent features is its unique microstructure, which increases strength and reduces vulnerability to impact and scratching. For this reason, Ni-Hard cast iron is highly applicable in industries requiring strong wear resistance, such as mining, steelmaking, heavy machinery, and various industrial components.
Ni-Hard Type 4 cast iron, due to its high wear resistance and good toughness, has many advantages compared to high-chromium cast irons. One of its significant features is its excellent hardenability. This property has increased its use in various industries. For example, in the crushing and road construction industries, this cast iron is used in manufacturing components such as hammers, anvils, and crusher liners. It is also used in producing casings and impellers of large centrifugal pumps and mill liners.
From a metallurgical and functional perspective, Ni-Hard cast iron is similar to high-chromium cast irons; however, in certain industrial applications—such as grinding balls and large-diameter cement mill shells—Ni-Hard Type 4 may not provide the required fracture resistance. In such cases, high-chromium cast irons offer better performance. Nevertheless, due to its excellent hardenability and high wear resistance, Ni-Hard Type 4 remains widely used in many industries. One limitation of Ni-Hard cast iron, especially Type 2, is the presence of a continuous iron carbide network that causes brittleness. In thick sections, free graphite may form, reducing wear resistance.
Ultimately, due to its special composition, Ni-Hard cast iron can be used in many industries that require high resistance to wear and corrosion. With its excellent hardenability, wear resistance, and good toughness, this cast iron has become one of the preferred choices for manufacturing crusher components and other heavy and industrial parts. It is worth mentioning that the various cast iron families are cast with high precision and in accordance with global standards at the Avangard company.
| %cr | % Ni | %mn | %si | %T.c | Tape | Specify no | Specifying body | |
| Min | 1.4 | 3.5 | 3 | A | A532 Fe3c (FeCr)7C3 | Astm | ||
| Max | 4 | 5 | 1.3 | 0.8 | 3.6 | |||
| Min | 1.4 | 3.5 | 2.5 | B | ||||
| Max | 4 | 5 | 1.3 | 0.8 | 3 | |||
| Min | 1.1 | 2.7 | 2.9 | C | ||||
| Max | 1.5 | 4 | 1.3 | 0.8 | 3.7 | |||
| Min | 7 | 5 | 1 | 2.5 | D | |||
| Max | 11 | 7 | 1.3 | 2.2 | 3.6 |
What is cast iron?
Cast iron is an alloy of iron and carbon in which the carbon content ranges between 2% and 4%, and silicon ranges between 1% and 3%. This composition makes cast iron a material with a low melting point, high fluidity, and excellent castability. The presence of silicon in cast iron promotes the formation of an adherent surface oxide layer, which increases resistance to oxidation and corrosion.
Cast irons, due to characteristics such as high hardness, excellent wear resistance, and stability against deformation, are widely used in manufacturing industrial components. These applications include machinery parts, pipes, cylinder heads, engine blocks, and gearboxes. In addition, cast irons exhibit significant resistance to oxidation and rusting.

Types of Cast Iron
Gray Iron:
This type of cast iron contains graphite in a flake form, giving it a gray fracture surface. It also has good machinability.
White Iron:
This type lacks graphite, and carbon is present in the form of iron carbide (cementite), resulting in high hardness and excellent wear resistance, but it is brittle.
Ductile (Nodular) Iron:
In ductile or nodular cast iron, graphite appears in spherical form, which increases strength and toughness.
Malleable Iron:
Malleable cast iron is produced by heat-treating white iron. As a result, it has high ductility and malleability.
Compacted Graphite Iron (CGI):
This type contains graphite in a worm-like shape, offering a combination of the properties of gray iron and ductile iron.
| Chemical Composition Range of General Non-Alloy Cast Irons | |||||
| S % | P % | Mn % | Si % | C % | نوع چدن |
| 0.02-0.25 | 0.002-1.0 | 0.2-1.0 | 1.0-3.0 | 2.5-4.0 | Gray |
| 0.01-0.03 | 0.01-0.1 | 0.2-1.0 | 1.0-3.0 | 2.5-4.0 | Compacted graphite |
| 0.01-0.03 | 0.01-0.1 | 0.1-1.0 | 1.8-2.8 | 3.0-4.0 | Ductile |
| 0.06-0.2 | 0.06-0.2 | 0.25-0.8 | 0.5-1.9 | 1.8-3.6 | White |
| 0.02-0.2 | 0.02-0.2 | 0.15-1.2 | 0.9-1.9 | 2.2-2.9 | Malleable |
Alloy cast irons are also produced by adding alloying elements such as chromium and nickel, which increase resistance to wear, corrosion, and heat. For example, Ni-Hard and Noreihard cast irons, due to the presence of chromium and nickel, have a martensitic structure and show high wear resistance, although they have lower impact resistance. These alloys, thanks to their high surface hardness, can reach a hardness of about HRC 60 when properly heat-treated, but they do not have good machinability.
Overall, cast irons, due to their diversity in composition and mechanical properties, are widely used in various industries, including automotive manufacturing, machinery production, piping systems, and the production of wear- and heat-resistant components. Selecting the appropriate type of cast iron based on the specific requirements of each application can improve performance and increase the service life of parts. To receive guidance in choosing the proper cast iron and to benefit from Avangard’s services, it is recommended to contact the experts at Avangard through the website or by phone.

Wear-Resistant Cast Iron: Properties, Structure, and Applications
Wear-resistant cast iron is one of the specialized alloys within the cast iron family that, due to its chemical composition and uniquz microstructure, exhibits high resistance to wear. These alloys are used in industries where components are subjected to severe abrasive loads and dynamic stresses. The remarkable characteristics of wear-resistant cast irons—such as high wear resistance and adequate toughness—make them an ideal option for harsh industrial environments.
Structure and Composition of Wear-Resistant Cast Iron
In wear-resistant cast irons, elements such as carbon and chromium play a fundamental role in creating desirable mechanical properties. The high carbon content leads to the formation of carbides in the structure, which are responsible for hardness and wear resistance. These carbides appear as iron carbides (cementite) and chromium carbides (M7C3).
Microstructure of Wear-Resistant Cast Iron
-
Non-continuous eutectic carbides: These phases do not form continuously along grain boundaries, which contributes to improved toughness.
-
Chromium-rich secondary carbides: These phases are dispersed in an austenitic matrix or in its transformation products, such as martensitic matrix.
Mechanical Properties and the Effect of Heat Treatment
Wear-resistant cast irons exhibit properties such as high wear resistance and acceptable toughness. However, achieving a balance between these two contradictory characteristics is the main challenge in designing the chemical composition and thermal processing.
-
High wear resistance: Increasing carbon content and alloying elements such as chromium improves hardness and wear resistance.
-
Toughness: Optimizing the chemical composition and reducing the percentage of continuous carbide phases can enhance toughness.

Heat treatment also has a significant effect on modifying the properties of these cast irons. Depending on the type of heat treatment, the matrix can be adjusted to austenitic, martensitic, bainitic, or pearlitic structures. The choice depends on the application of the component and the required properties such as wear resistance or toughness.
Applications of Wear-Resistant Cast Iron
Wear-resistant cast irons are widely used in various industries due to their excellent mechanical properties:
Mining Industry
-
Parts of drilling machines, crushers, conveyors, and other sand and aggregate equipment exposed to severe wear.
-
Mill liners and mineral pumping systems.
Cement and Crusher Industries
-
Crusher hammers (including impact crusher hammers) and impact plates.
-
Wear-resistant components in mills and various types of screens.
Oil and Gas Industry
-
Drilling equipment and components exposed to severe stresses and corrosive environments.
Power Generation and Automotive Industries
-
Brake discs, impellers, and wear-resistant valves in machinery and mold industries.
-
Hydraulic components and pressure-bearing parts.
Optimization of Wear-Resistant Cast Iron Properties
To achieve the best balance between wear resistance and toughness, chemical composition and heat treatment must be carefully controlled:
-
Selecting appropriate percentages of carbon and chromium to increase hardness while reducing crack sensitivity.
-
Applying controlled heat treatment to achieve a martensitic or bainitic structure depending on requirements.
-
Designing appropriate non-continuous carbides to improve toughness.

White Cast Iron: Properties, Structure, and Applications
White cast iron is one of the types of cast iron that, due to its unique structure and properties, has extensive industrial applications. The name of this cast iron comes from its fracture surface, which appears white and shiny due to the presence of the carbide phase. This feature is caused by the presence of cementite (Fe₃C) in its microstructure.
Structure and Composition of White Cast Iron
White cast iron, due to its relatively lower carbon content and rapid cooling, does not form graphite. Instead, the carbon present precipitates as cementite, a hard metastable phase. Cementite, combined with austenite—which transforms into martensite during solidification—creates a very hard and resistant structure.
The structure includes eutectic carbides that are dispersed as coarse particles in the matrix. These carbides increase overall hardness and wear resistance, but reduce toughness and impact resistance. For this reason, white cast iron can be considered a type of cermet.
Mechanical Properties and Performance
White cast iron has the following characteristics:
-
High hardness: Due to the presence of carbides and dense microstructure; hardness can reach about 400 HB.
-
Wear resistance: Ideal for surfaces subjected to severe abrasive loads.
-
Low toughness: The brittle structure results in low impact resistance.
These properties make white cast iron unsuitable for many general applications, but very useful where hardness and wear resistance are prioritized.
Applications of White Cast Iron
White cast iron is widely used in industries where components face severe working conditions. With its iron carbide (cementite) phase, it is ideal for applications such as:
-
Mill liners, crusher hammers, rolling rolls, and drilling equipment in mining.
-
Wear plates and mill blades in cement industries.
-
Valves and wear-resistant equipment in oil and gas industries.
-
Brake discs and impellers in automotive applications due to high hardness and relatively low production cost.
Its high resistance to abrasion makes it suitable for environments with severe wear and dynamic stresses, making it a preferred material for demanding industrial applications.
Automotive and Machinery Industries:
-
Manufacturing wear-resistant components such as brake discs, clutches, and engine parts.
-
Use in turbine impellers, pistons, and rotary valves.
Construction:
-
Heavy equipment such as construction machinery and bridges.
-
Engineering tools for oil and gas industries.
Mining and Drilling Industries:
-
Wear-resistant parts in conveyors, drilling machines, teeth and undercarriage components, and pumping systems.
Power Plants:
-
Production of wear plates and components subjected to abrasive and compressive loads.
-
Use in hydraulic discs and pipes.
Advantages and Limitations of White Cast Iron
Advantages: Excellent wear resistance and relatively low production cost.
Limitations: High brittleness and poor machinability.
To improve these properties, special heat treatment can be applied, or white cast iron can be used in combination with other materials.

High-Alloy Wear-Resistant White Cast Iron
High-alloy wear-resistant white cast iron refers to a type of cast iron that, by incorporating high amounts of alloying elements—especially chromium and nickel—achieves outstanding wear resistance. Due to the high carbide content in its structure, this type of cast iron is highly resistant to abrasion and erosion and is used in applications requiring high hardness and wear resistance. Typical applications include crusher plates, stone crushers, slurry pumps, and other industrial equipment exposed to severe wear conditions.
One of the main features of these cast irons is the use of chromium in their composition, which prevents graphite formation during solidification. This makes high-alloy white cast iron particularly effective in heavy and mining industries. Because chromium promotes carbide formation, wear resistance is significantly enhanced.
The oldest and most recognized group of high-alloy white cast irons is the nickel-chromium cast iron, known as Nihard Cast Iron, which has been used in various industries for over 50 years. Nickel, present at 3–7%, acts as the main alloying element and prevents the austenite matrix from transforming into martensite, ensuring high hardness upon cooling. Chromium, present at 1–10%, contributes to carbide formation while counteracting nickel’s graphite-suppressing effect.
The optimal chemical composition of nickel and chromium depends on the specific application requirements, balancing properties such as wear resistance, hardness, and toughness. Therefore, precise design and alloy selection are crucial for each industrial use.
As a result, high-alloy wear-resistant white cast irons, especially Nihard, have become one of the main choices in industries requiring durable, wear-resistant components. They are among the best-selling casting products of Avangard.
Challenges in Producing Alloyed White Cast Iron
Alloyed white cast irons, such as Nihard and Norihard, due to their exceptional mechanical properties—including high wear resistance and hardness—are used in industries such as mining, cement, and heavy equipment. However, producing these cast irons presents technical challenges that require advanced metallurgical knowledge and practical experience in casting and heat treatment.
Casting Challenges
Casting alloyed white cast iron is complex due to its hard and brittle structure. Common issues include:
-
Shrinkage
-
Shrinkage porosity
-
Metal penetration
-
Sand burn-on
-
Cracking
These defects directly affect the final quality and increase production costs. Controlling the casting process, using high-quality molds, and optimizing casting conditions are essential. Proper chemical composition, melting temperature control, and cooling rate adjustments can reduce shrinkage and cracking. Advanced methods like pressure casting or investment casting can further improve part quality.
Heat Treatment Challenges
Heat treatment is a critical step that directly influences mechanical properties and microstructure. Without proper heat treatment, machinability becomes very difficult or impossible, and wear resistance and service life are adversely affected. Common heat treatment issues include improper cycles, excessive or insufficient holding times at high temperatures, incorrect heating/cooling rates, and poor temperature control. These can lead to cracking, brittle fracture, and reduced part lifespan. Accurate cycle design, continuous monitoring, and advanced equipment are therefore essential.

Improving the Production Process of Alloyed White Cast Iron
To address these challenges, a combination of scientific and practical methods is required. The use of casting and heat treatment simulation software can help predict defects and optimize the process. Additionally, training specialized personnel and employing modern technologies play a crucial role in improving the quality of alloyed white cast iron components.
Wear-Resistant Cast Iron
Wear-resistant cast iron refers to a group of ferrous alloys specifically designed to withstand wear and erosion. Wear generally refers to the gradual reduction and loss of material due to contact and relative motion between surfaces. A common type of wear is abrasion wear, where a hard surface contacts a softer one, causing the softer material to be removed. This phenomenon is widely observed in industries such as mining, steelmaking, oil and gas, and many others.
In many industries, such as pumps, pipes, valves, and fittings that transport slurry or sandy water, abrasion wear is a major problem. The rapid flow of water containing abrasive sand and particles reduces the thickness and damages these components. Using wear-resistant cast iron is an effective solution to combat this problem and extend the service life of parts exposed to wear.
Wear-resistant cast irons have special compositions that allow them to withstand harsh wear conditions. They are commonly used in industrial components exposed to wear, such as pump casings, impellers, wear rings, crusher hammers, and rollers. They are also employed in mill liners, crusher plates, and roller mill rolls.

In addition, wear-resistant cast irons are used in components of brick-making machines, mineral mixers, and refractory material equipment. These properties make these alloys suitable for manufacturing parts that operate under severe wear conditions. Overall, the use of wear-resistant cast irons across various industries enhances equipment efficiency, extends service life, and reduces maintenance costs.
| Analysis of Different Grades of Wear-Resistant Cast Iron – ASTM A532 | ||||||||||||
| Chemical composition, max(unless range is given)% | ||||||||||||
| Hardness max, HB | Cu | Mo | Cr | Ni | P | S | Mn | Si | C | Grade or class | Specification | |
| 550min | 1 | 1.4-4.0 | 3.3-5.0 | 0.3 | 0.15 | 2 | 0.8 | 2.80-3.60 | I-A | ASTM A532 | Abrasion Resistant Iron | |
| 550min | 1 | 1.4-4.0 | 3.3-5.0 | 0.3 | 0.15 | 2 | 0.8 | 2.40-3.00 | I-B | |||
| 550min | 1 | 1.0-2.5 | 4 | 0.3 | 0.15 | 2 | 0.8 | 2.50-3.70 | I-C | |||
| 500min | 1.5 | 7.0-11.0 | 4.5-7.0 | 0.1 | 0.15 | 2 | 2 | 2.50-3.60 | I-D | |||
| 550min | 1.2 | 3 | 11.0-14.0 | 2.5 | 0.1 | 0.06 | 2 | 1.5 | 2.00-3.30 | II-A | ||
| 450min | 1.2 | 3 | 14.0-18.0 | 2.5 | 0.1 | 0.06 | 2 | 1.5 | 2.00-3.30 | II-B | ||
| 450min | 1.2 | 3 | 18.0-23.0 | 2.5 | 0.1 | 0.06 | 2 | 1.5 | 2.00-3.30 | II-D | ||
| 450min | 1.2 | 3 | 23.0-30.0 | 2.5 | 0.1 | 0.06 | 2 | 1.5 | 2.00-3.30 | III-A | ||
Norihard Cast Iron
Norihard Cast Iron is a type of alloyed white cast iron developed by the German company KSB, a leading pump manufacturer, for producing pump components with high wear resistance, especially for slurry pumps and slurry valves. Due to its unique properties, it is widely used in the mining, steel, sand, and mineral crushing industries.
The chemical composition of Norihard Cast Iron includes approximately 16% Chromium (Cr), 3% Molybdenum (Mo), 2.6% Carbon (C), and 0.6% Silicon (Si). This composition forms a martensitic structure with primary and secondary carbides, providing high wear resistance. The initial structure after casting is austenitic with a minimum Brinell Hardness of 450, and two heat treatment steps are required to improve machinability and enhance wear resistance. The first stage occurs after casting to improve machinability, and the second stage is after machining and before final finishing to create a martensitic structure with ~60 HRC hardness.
Comparisons show that Norihard has at least twice the wear resistance of Ni-Hard 4, making it ideal for components exposed to severe wear. In ASTM A532, Norihard is equivalent to Type B, Class II wear-resistant cast iron, confirming its suitability for high-wear applications.
High Chromium White Cast Iron
High Chromium White Cast Iron is another type of white cast iron, known for high wear and corrosion resistance, used in industries such as mining, cement, and petrochemicals. According to ASTM A532, these irons are divided into Alloy Classes II and III, each with specific properties and applications. Chromium irons are particularly suitable for manufacturing crusher hammers (Kubit 120 and Kubit 180).
Classification of High Chromium White Cast Iron
-
Class II: Includes five types: A, B, C, D, and E.
-
Type A: 12% Cr, suitable for general applications with moderate wear resistance.
-
Types B & C: 15% Cr with Mo; Type B is low carbon, suitable for impact-resistant applications, while Type C is high carbon with higher wear resistance.
-
Types D & E: 20% Cr with Mo; Type D has lower carbon for higher toughness, and Type E has higher carbon for greater hardness.
-
-
Class III: 25% Cr alloys with excellent wear and corrosion resistance for highly corrosive environments.
Properties and Applications
High Chromium White Cast Iron contains hard carbides in an austenitic or martensitic matrix, providing:
-
High wear resistance in harsh industrial conditions.
-
Long service life in corrosive environments and high temperatures.
-
Reduced maintenance costs.
Chromium Cast Irons
Chromium Cast Irons are alloyed cast irons with chromium as the main alloying element, forming hard chromium carbides, which give them unique mechanical and chemical properties.
Features and Advantages of Chromium Cast Irons
-
High wear and corrosion resistance: Suitable for industrial environments with harsh conditions.
-
Variety in alloy compositions: Properties can be adjusted by changing the percentages of chromium, carbon, and other elements.
-
High strength at elevated temperatures: Suitable for applications such as furnaces and heat-resistant equipment.
Applications of Chromium Cast Irons
-
Mining and Cement Industries: Manufacturing components such as mill liners, blades, hammers, particularly Behringer Kubit HS10, HS14, HS11, and HS7 hammers.
-
Oil and Gas Industry: Production of corrosion-resistant pumps and valves.
-
Petrochemical Industry: Manufacturing heat- and corrosion-resistant components.

Nickel-Chromium White Cast Iron
Nickel-Chromium White Cast Iron, also known by the trade name Ni-Hard Iron, is one of the most widely used materials in heavy industries. This type of cast iron is designed with nickel (Ni), chromium (Cr), and carbon (C) elements and is renowned for its high wear resistance and impact resistance. Nickel-Chromium cast iron is classified under ASTM A 532, Class I.
Composition and Classification of Nickel-Chromium White Cast Iron
Nickel-Chromium cast irons are produced in four types: A, B, C, and D, each with a specific chemical composition and application:
-
Ni-Hard 1 (Type A):
Nickel 3.3–5%, Chromium 1.4–2.4%, high carbon.
Feature: High hardness.
Applications: Parts subjected to severe wear, such as gears and mill blades. -
Ni-Hard 2 (Type B):
Nickel 3.3–5%, Chromium 1.4–2.4%, lower carbon than Type A.
Feature: Higher impact resistance, balancing hardness and toughness.
Applications: Mill rolls and parts requiring higher strength. -
Ni-Hard 3 (Type C):
Nickel 2.7–4%, Chromium 1–2.5%.
Feature: Moderate wear resistance, better machinability.
Applications: Parts needing medium hardness and multi-purpose performance. -
Ni-Hard 4 (Type D):
Nickel 4.5–6.5%, Chromium 8–10%.
Feature: Very high wear and corrosion resistance.
Applications: Corrosive environments and harsh working conditions, such as slurry pumps and sand-making components.
Features and Advantages of Nickel-Chromium White Cast Iron
-
High wear resistance: Nickel and chromium carbides increase component lifespan.
-
Impact resistance: Proper Ni-Cr composition balances hardness and toughness.
-
Wide applications: Used in mining, cement, power plants, and material handling equipment.
Industrial Applications
Ni-Cr white cast iron is used in gears, mill blades, slurry pumps, and mill rolls. It performs excellently in environments requiring high wear and corrosion resistance.
Ni-Hard Cast Iron
Ni-Hard is one of the most widely used Ni-Cr white cast irons due to high wear and impact resistance, low production cost, and excellent mechanical properties. It contains 3–7% Ni, 1–11% Cr, and significant carbon, forming a martensitic matrix with Ni-Cr carbides, giving exceptional hardness and durability. Heat treatment improves hardness to 550–650 BHN, making it ideal for crusher rolls, hammers, anvils, mill liners, and pump impellers, particularly in Avangard foundry production for internal crusher parts. Compared to high-chromium alloys, Ni-Hard is more cost-effective and versatile in harsh industrial environments.
Chemical Composition according to DIN 1695-81
Ni-Hard cast iron uses elements such as C, Si, Mn, Cr, Ni, and Mo. For example, Ni-Hard 4 (G-X300CrNi952) contains:
-
C: 2.5–3.5%
-
Si: 1.5–2.2%
-
Mn: 0.3–0.7%
-
Cr: 8–10%
-
Ni: 4.5–6.5%
-
Mo: max 0.5%
This composition ensures high wear and impact resistance, ideal for crusher parts and industrial equipment. Avangard’s specialized quality control guarantees optimal performance in harsh conditions.
| Grade and chemical analysis of check wear resisting cast iron (mass fraction) (%) | ||||||||
| Mo | Ni | Cr | Mn | Si | C | Material No | commercial name | Steel number |
| W-Hr. | ||||||||
| 0.5~0.8 | 1.5~4.5 | – | 0.2~0.5 | 0.2~0.6 | 2.8~3.5 | 0.9610 | G-X300NiMo3Mg | |
| ≤0.5 | 3.3~5.0 | 1.4~2.4 | 0.3~0.7 | 0.2~0.8 | 2.6~2.9 | 0.9620 | Ni-Hard 2 | G-X260NiCr42 |
| ≤0.5 | 3.3~5.0 | 1.4~2.4 | 0.3~0.7 | 0.2~0.8 | 3.0~3.6 | 0.9525 | Ni-Hard 1 | G-X330NiCr |
| ≤0.5 | 4.5~6.5 | 8~10 | 0.3~0.7 | 1.5~2.2 | 2.5~3.5 | 0.9630 | Ni-Hard 4 | G-X300CrNi952 |
| 1.0~3.0 | ≤0.7 | 14~17 | 0.5~1.0 | 0.2~0.8 | 2.3~3.6 | 0.9635 | G-X300CrMo153 | |
| 1.8~2.2 | 0.8~1.2 | 14~17 | 0.5~1.0 | 0.2~0.8 | 2.3~3.6 | 0.9640 | G-X300CrMoNi1521 | |
| 1.4~2.0 | 0.8~1.2 | 18~22 | 0.5~1.0 | 0.2~0.8 | 2.3~2.9 | 0.9645 | G-X260CrMoNi2021 | |
| ≤1.0 | ≤1.2 | 24~28 | 0.5~1.5 | 0.5~1.5 | 2.3~2.9 | 0.9650 | G-X260Cr27 | |
| 1.0~2.0 | ≤1.2 | 23~28 | 0.5~1.0 | 0.2~1.0 | 3.0~3.5 | 0.9655 | G-X300CrMo271 | |
NiHard Casting
NiHard casting is an advanced method for producing industrial components, valued for its excellent mechanical properties and exceptional resistance to wear and impact. This alloy, belonging to the Nickel-Chromium White Cast Iron family, is widely used in manufacturing parts such as crusher rolls, hammers, anvils, crusher liners, and other crushing and grading equipment.
NiHard castings are extensively applied in mining, cement, power plants, steel, and other heavy industries, where durability and high performance under harsh operating conditions are essential.
Chemical Composition of NiHard Cast Iron
NiHard cast iron contains 3–7% Nickel (Ni), 1–11% Chromium (Cr), and high Carbon (C) content. This composition forms hard carbides and a martensitic matrix, ensuring high wear resistance and hardness in components. During the casting process, precise control of temperature and solidification time is critical to achieve the desired microstructure.
At Avangard Industrial Trading Holding, a leading producer of industrial parts, NiHard casting is carried out using advanced equipment and international standards, enhancing the quality and durability of the produced components. With over two decades of experience in the Iranian industry and engineers trained at top universities domestically and abroad, Avangard can manufacture parts using reverse engineering and modeling based on client requirements.
Heat Treatment of NiHard Castings
After casting, heat treatment is applied to optimize the microstructure. At Avangard, this process increases hardness to 550–650 BHN and improves impact resistance. Cast parts produced from NiHard alloy demonstrate outstanding performance in industries like mining, cement, and power plants, where high wear resistance is essential.
NiHard casting at Avangard represents a combination of technical knowledge and industrial experience, meeting customer requirements with the highest quality. Due to its exceptional properties and versatile applications, NiHard casting is one of the key processes for producing wear-resistant components.
Mechanical Properties Based on DIN 1695-81
According to DIN 1695-81, NiHard is recognized as one of the best wear-resistant materials due to high tensile strength and appropriate elastic modulus. For example:
-
G-X300NiMo3Mg: tensile strength 700–1200 MPa
-
G-X300CrNi952: tensile strength 500–600 MPa, excellent for high-impact applications
-
G-X260NiCr42: high wear resistance, suitable for medium-impact components
These properties make NiHard cast iron an ideal choice for heavy and mining industries.
| Mechanical properties and characteristics of wear resisting cast iron | ||||
| Characteristics | Elastic modulo E/Gpa | Tensile strength σb≥/Mpa | Material No | Steel number |
| W-Nr. | ||||
| high strength cast iron is the material with best impact property under this standard and among kinds of grade | 165~180 | 700~1200 | 0.9610 | G-X300NiMo3Mg |
| high wear resistant property, used in middle impact load castings | 169~183 | 320~390 | 0.9620 | G-X260NiCr42 |
| 169~183 | 280~350 | 0.9525 | G-X330NiCr42 | |
| good wear resistant property, used in high impact load castings, Impact toughness decreases while the carbon content increases | 169 | 500~600 | 0.9630 | G-X300CrNi952 |
| 154~190 | 450~1000 | 0.9635 | G-X300CrMo153 | |
| besides the above characteristics, it also has good harden ability | 154~190 | 450~1000 | 0.9640 | G-X300CrMoNi1521 |
| 154~190 | 450~1000 | 0.9645 | G-X260CrMoNi2021 | |
| good wear resistant property, Impact toughness decreases while carbon content increases | 154~190 | 560~960 | 0.9650 | G-X260Cr27 |
| – | 450~1000 | 0.9655 | G-X300CrMo271 | |
Applications of Ni-Hard Alloy
Ni-Hard alloy is one of the most widely used nickel-chromium white cast irons. Due to its low production cost and high resistance to wear and impact, it is utilized in various industries, especially mining, cement, power plants, and heavy industry. These alloys, with their martensitic structure and the presence of nickel and chromium carbides, offer exceptional performance in harsh environments.
Applications of Ni-Hard Alloy by Classes
Ni-Hard alloy is divided into several classes based on chemical composition and mechanical properties, each with specific applications:
-
Class 1, Type A:
Designed for applications requiring maximum wear resistance.
Applications:-
Sand and dust pipes
-
Slurry pumps
-
Rolling mill rolls
-
Abrasive wheels
-
Brick molds and elbow pipes for slurry transport
-
-
Class 1, Type B:
Used for applications requiring higher strength and moderate impact resistance.
Applications:-
Crusher plates
-
Grinding balls
-
-
Class 1, Type C (NiHard 3):
Specifically designed for manufacturing grinding media balls.
Features:-
Sand or metal mold casting
-
Reduces production costs and increases service life by 15–30%
-
8-hour heat treatment at 260–315 °C for improved toughness
Applications: -
Mill grinding balls
-
-
Class 1, Type D (NiHard 4):
Designed with high toughness and strength for harsh conditions.
Applications:-
Centrifugal slurry pumps for corrosive slurries
-
Coal pulverizer tables and wheels
-
Advantages and Features of Ni-Hard Alloy
-
High wear resistance: Martensitic structure and nickel-chromium carbides extend the service life of parts.
-
Customizability: Chemical composition can be adjusted to match different working conditions.
-
Cost-effective: Particularly compared to alloy steels and other wear-resistant materials.
-
Excellent performance in corrosive environments: Suitable for slurry pumps and related equipment.
Hardness of Ni-Hard Cast Iron According to DIN 1695-81
According to DIN 1695-81, Ni-Hard cast iron, due to its high hardness and unique microstructure, is ideal for wear-resistant applications. Minimum hardness after special heat treatment is approximately 450 HV30, reaching up to 600 HV30 in grades like G-X300CrNi952 after quenching and tempering. The microstructure contains martensite and chromium carbides, enhancing wear and impact resistance, making Ni-Hard cast iron ideal for mining and heavy industries, especially durable crusher spare parts.
Ni-Hard 4
Ni-Hard 4 is one of the most prominent white cast irons, highly valued for its mechanical properties and resistance to wear and impact. With a unique alloy composition and advanced manufacturing processes, Ni-Hard 4 is ideal for industrial applications where parts face severe pressure and abrasion.

Naming and Standards of Ni-Hard 4
Ni-Hard 4, due to its widespread use in industry—especially in mining crushers—and its unique wear-resistant mechanical properties, is designated differently in various international standards.
In the European standard EN 12513, Ni-Hard 4 alloy cast iron is classified as SYM (EN-GJN-HV600) and NR (EN-JN2049). In the German standard DIN 1695, it is identified with the code G-X 320 CrNiSi 9-5-2 and the identification number WERKSTOFFNUMMER 0.9630.
In the United States, Ni-Hard 4 wear-resistant cast iron is specified under ASTM A532 as Ni-HiCr, Class I Type D. Its common alternative name, Ni-Hard 4, is widely used as an industrial designation.
These naming conventions aim to standardize the description of chemical and mechanical properties of Ni-Hard 4 cast iron across global markets and various industries.
| EN 12513 SYM (EU) | EN-GJN-HV600 |
| EN 12513 NR (EU) | EN-JN2049 |
| DIN 1695 (DE) | G-X 320 CrNiSi 9-5-2 |
| WERKSTOFFNUMMER (DE) | 0.9630 |
| ASTM A532 (US) | Ni-HiCr, Class I type D |
| ALT | Ni-Hard 4 |
Chemical Composition and Mechanical Properties of Ni-Hard 4 Cast Iron
Ni-Hard 4 contains elements such as Carbon (C), Chromium (Cr), Nickel (Ni), Molybdenum (Mo), and other alloying elements, each contributing to its improved mechanical and thermal properties.
-
Carbon: High carbon content provides exceptional hardness and superior wear resistance.
-
Chromium: Increases corrosion and oxidation resistance, making it ideal for harsh working environments.
-
Nickel and Molybdenum: Enhance impact resistance and strength at elevated temperatures.
Ni-Hard 4 typically exhibits a Brinell hardness between 500 and 600, ensuring excellent wear and impact resistance.
Analysis of Ni-Hard 4 Cast Iron
Ni-Hard 4 is a wear-resistant alloy, identified under DIN 1695 with material number 0.9630. Its limited alloying composition makes it widely used in various industries, especially in manufacturing crusher components.
Avangard, as a pioneer in specialized casting of crusher parts, utilizes Ni-Hard 4 to produce high-wear and high-impact components, including Hydrocone crusher parts, jaw crusher parts, and other industrial components.
Typical chemical composition ranges:
-
Carbon (C): 2.5%–3.5% — increases hardness and wear resistance.
-
Silicon (Si): 1.5%–2.2% — improves castability and heat resistance.
-
Manganese (Mn): 0.3%–0.7% — increases hardness and strength.
-
Chromium (Cr): 8%–10% — ensures wear and corrosion resistance.
-
Nickel (Ni): 4.5%–6.5% — enhances toughness and impact resistance.
-
Molybdenum (Mo): up to 0.5% — improves resistance to thermal fatigue.
By leveraging this advanced chemical composition and adhering to all standards in Ni-Hard 4 analysis, Avangard produces high-quality, optimized-performance components for the mining and crusher industries.
Mechanical Properties of Ni-Hard 4
Ni-Hard 4, due to its unique mechanical properties, is one of the top white cast iron alloys for use in heavy industries. This material is specifically designed for components that undergo high pressure and severe wear, requiring high strength and durability.
-
Tensile Strength: The tensile strength of Ni-Hard 4 ranges from 500 to 600 N/mm², demonstrating its high capacity to withstand tensile forces.
-
Elasticity Modulus: With an elasticity modulus of 196 kN/mm², this alloy offers suitable resistance to deformation and high flexibility.
-
Brinell Hardness: Ni-Hard 4 has a Brinell hardness range of 550–700 HB30, ensuring excellent wear and abrasion resistance.
-
Rockwell Hardness: With a surface hardness of 53–63 HRc, it is ideal for applications requiring high surface resistance.
Avangard Holding Company, utilizing advanced technologies and adhering to international casting standards, produces Ni-Hard 4 components with the highest quality, meeting the requirements of various industries in the best possible way.
| [N/mm2] | 500-600 | Rm | Tensile strength |
| [kN/mm2] | 196 | Eo | Elasticity modulus |
| [Kgf/mm2] | 550-700 | HB30 | Brinell hardness |
| 53-63 | HRc | Rockwell hardness |
Industrial Applications of Ni-Hard 4
Crusher Parts and Comminution Equipment
In mining and industries related to stone and mineral crushing, Ni-Hard 4 is widely used to manufacture crusher hammers, anvils, and comminution equipment components due to its high wear resistance and impact tolerance. These parts usually operate under severe conditions, including continuous contact with hard materials and heavy impacts.
Construction and Earth-Moving Machinery
Components such as bulldozer blades, loader buckets, and roller parts that are subjected to high pressure and contact with soil and rocks require wear-resistant alloys like Ni-Hard 4. Its long service life and reduced maintenance costs make it an ideal choice for the construction industry.
Steel and Cement Industries
In steel and cement industries, raw mill parts and rotary kilns, which are continuously exposed to abrasive materials and high temperatures, are manufactured from Ni-Hard 4.
Sand and Gravel Production
In sand and gravel production, crusher components like hammers and anvils must resist continuous wear. Ni-Hard 4 meets these requirements and provides optimal performance.
Advantages of Ni-Hard 4 in Industry
-
Extended Component Life: High hardness and wear resistance increase the service life of industrial parts and reduce replacements.
-
Lower Operating Costs: Durable components reduce repair and maintenance expenses while improving overall efficiency.
-
Excellent Performance in Harsh Conditions: Ni-Hard 4 maintains performance even under heavy impacts, continuous wear, and high temperatures.
Avangard’s Role in Ni-Hard 4 Production
Avangard Industrial Holding Company is a pioneer in producing and supplying Ni-Hard 4 industrial parts in Iran. By leveraging advanced technologies, reverse engineering, and industrial modeling, the company manufactures components to international standards, used in industries such as mining, construction, and casting.
Avangard is also recognized for supplying high-quality casting raw materials and providing excellent after-sales services, establishing itself as a reliable partner for resistant and optimized components.
Ni-Hard 4 Casting
Ni-Hard 4 is one of the best white cast iron alloys due to its exceptional mechanical properties, especially used in mining and crusher industries. Components cast from Ni-Hard 4, with a unique combination of carbon, chromium, nickel, and molybdenum, demonstrate extraordinary wear and impact resistance, making them ideal for parts subjected to high pressure and abrasion. The Brinell hardness is typically 500–600 HB30, ensuring high performance under harsh conditions.
Ni-Hard 4 cast iron is recognized under international standards such as EN 12513, DIN 1695, and ASTM A532 and is widely used for crusher hammers, anvils, and comminution equipment parts. It also has applications in construction, steel, and cement industries, particularly for components exposed to high stress and wear.
By utilizing advanced technologies and adhering to global standards, Avangard produces high-quality Ni-Hard 4 components. Its superior wear resistance, longer service life, and lower maintenance costs make Ni-Hard 4 casting an economical and efficient solution for various industries.
Destabilization Heat Treatment of Ni-Hard 4
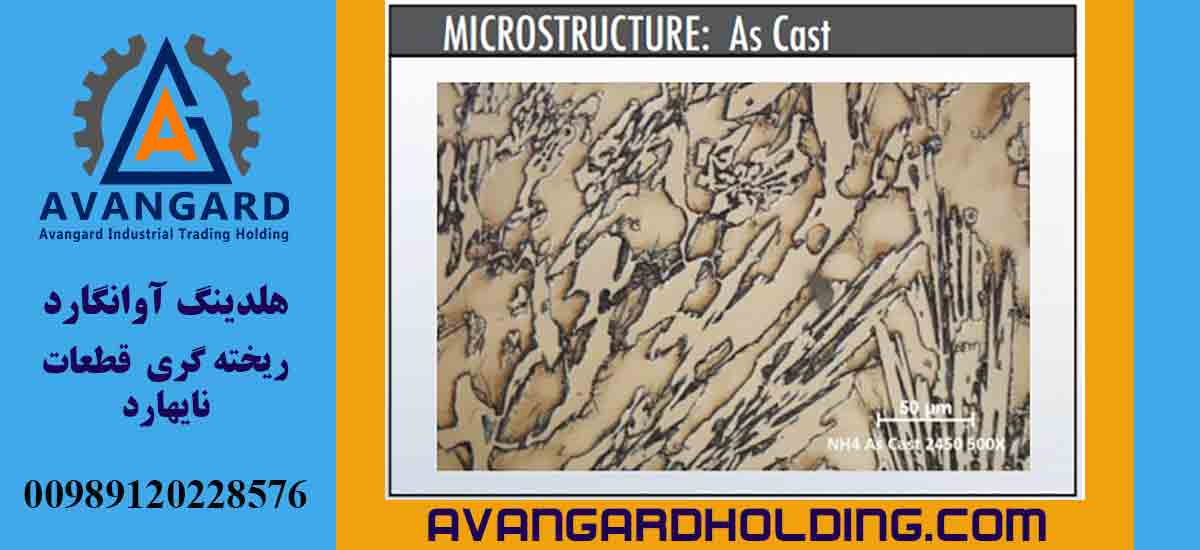
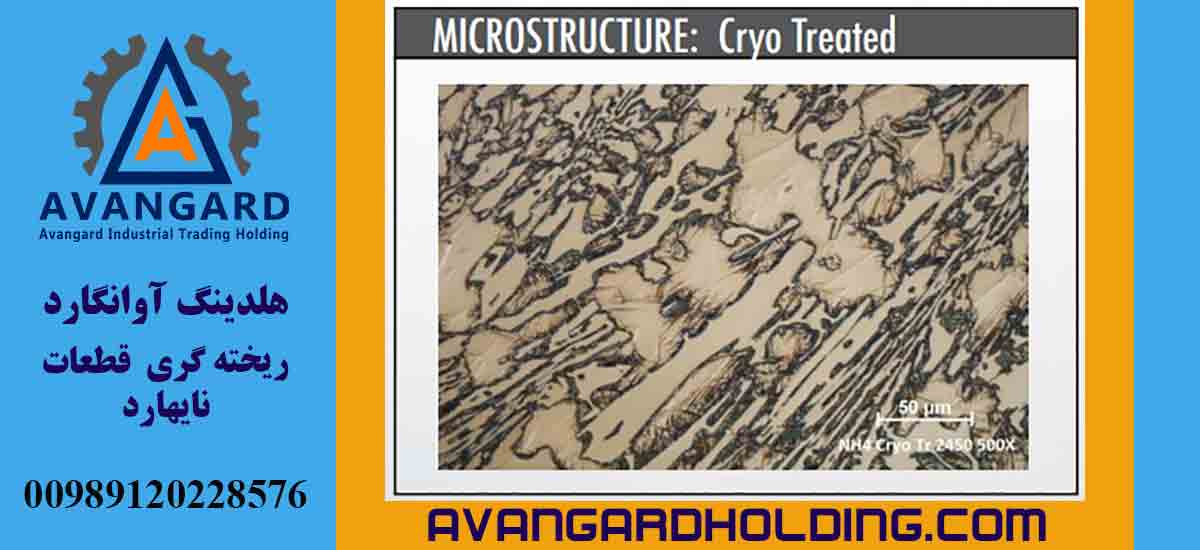
Ni-Hard 4 cast iron, due to its specific microstructure containing eutectic M₇C₃ carbides in a martensitic matrix, is widely used in applications requiring high wear resistance. However, the presence of retained austenite in the microstructure can reduce hardness and wear resistance. Destabilization heat treatment is an effective method to reduce retained austenite and improve mechanical properties.
Process and Effects of Destabilization Heat Treatment
During destabilization, Ni-Hard 4 components are heated at 750–850°C for 1–6 hours. This process decomposes retained austenite into martensite and forms secondary M₃C carbides. Optimal conditions are usually 800°C for 3 hours.
Under these conditions, secondary carbides transform from lamellar or plate-like morphology into spheroidal morphology, improving stress distribution and wear resistance. Hardness significantly increases due to the formation of martensite and secondary carbides, reaching approximately HB 550–600.
Effect of Chemical Composition on the Heat Treatment of Ni-Hard 4
The chemical composition of Ni-Hard 4 cast iron plays a key role in controlling the final microstructure. Alloying elements such as chromium, nickel, and molybdenum influence the formation of carbides and various phases, thereby affecting the thermal behavior of the material. Increasing the Cr/C ratio can reduce the amount of retained austenite, enhancing both hardness and wear resistance.
Parameters Affecting the Heat Treatment of Ni-Hard 4
The effects of temperature and time during the heat treatment of Ni-Hard 4 cast iron have a significant influence on its microstructure. At lower temperatures, more austenite transforms into martensite, whereas at higher temperatures, the formation of secondary carbides becomes dominant. Increasing the holding time further reduces retained austenite and increases the volume of secondary carbides. These transformations directly affect mechanical properties, particularly wear resistance.
Optimization of Ni-Hard 4 Heat Treatment for Industrial Applications
Selecting optimal parameters for destabilization heat treatment is crucial for specific applications. In industries such as mining and cement, where severe abrasion occurs, achieving a microstructure with hard martensite and uniform secondary carbides is essential. Furthermore, controlling the cooling rate after casting and solidification can help reduce internal stresses and enhance the final mechanical properties.
Wear Resistance of Ni-Hard Cast Iron
Ni-Hard cast iron, due to its unique microstructural composition containing eutectic carbides and a martensitic matrix, is one of the leading wear-resistant alloys alongside manganese steel. The wear resistance of these alloys depends heavily on their hardness and the carbide volume fraction within the microstructure.
Effect of Chemical Composition on Wear Resistance
According to ASTM A532, Ni-Hard cast irons are categorized into four classes, each designed for specific applications:
-
Class I, Type A (Ni-Hard 1):
With high carbon content and an extensive carbide network, this type is suitable for applications where maximum wear resistance is required. -
Class I, Type B (Ni-Hard 2):
Due to its lower carbide content, it provides higher toughness and is recommended for applications involving repeated mechanical impact. -
Class I, Type C:
Designed for grinding balls and severe mechanical impact conditions. -
Class I, Type D (Ni-Hard 4):
A modified nickel–chromium alloy containing 7–11% chromium and 5–7% nickel, offering significantly improved wear and fracture resistance.
Role of Carbides in Wear Resistance
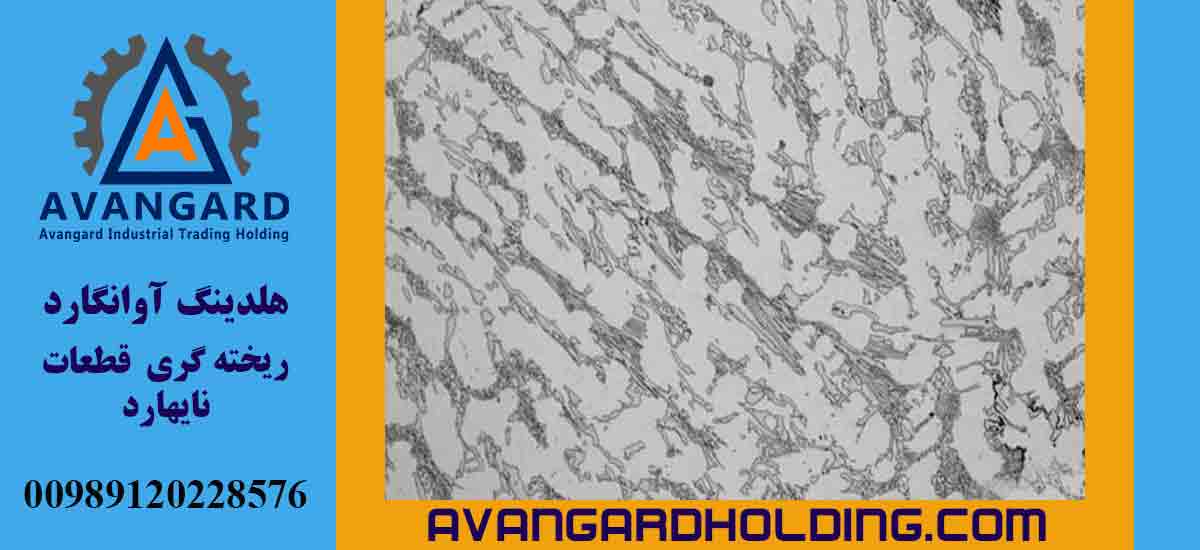
In Ni-Hard alloys with low chromium and nickel content, eutectic carbides of type M₃C form a continuous network, offering good wear resistance. In high-chromium alloys, eutectic M₇C₃ carbides form discontinuously, improving both wear resistance and fracture toughness.
Corrosion Resistance and the Role of Chromium
White Ni-Hard cast irons gain higher chemical corrosion resistance as chromium content increases. This makes them ideal for aggressive environments such as mining and cement industries.
Industrial Applications
Ni-Hard cast iron is widely used in producing grinding balls, mill liners, crusher hammers and anvils, and conveyor parts in mining and cement industries. Selecting the proper grade depends on the specific need for wear resistance or toughness.
Microstructure and Mechanical Properties of Ni-Hard Cast Iron
The microstructure of Ni-Hard cast iron plays a fundamental role in determining its mechanical properties. Key factors include:
-
Carbide Type:
Eutectic carbides such as M₃C and M₇C₃ exhibit different behaviors. High-chromium M₇C₃ carbides offer higher hardness and better wear resistance due to their discontinuous distribution. -
Carbide Morphology and Size:
Fine and uniformly distributed carbides increase wear resistance and reduce crack propagation. -
Grain Size:
Grain refinement increases hardness and mechanical strength. Controlled heat treatments such as quenching and tempering are used to achieve this. -
Matrix Structure:
A martensitic matrix offers higher hardness and wear resistance than a ferritic matrix, though with lower toughness. Combining it with well-distributed carbides results in optimal properties.
These factors together enable the engineering of alloys with tailored mechanical properties for industrial applications such as grinding balls, mill liners, and crusher components. Achieving optimal performance requires precise control of manufacturing processes and chemical composition.
Carbide Phases in Ni-Hard Cast Iron
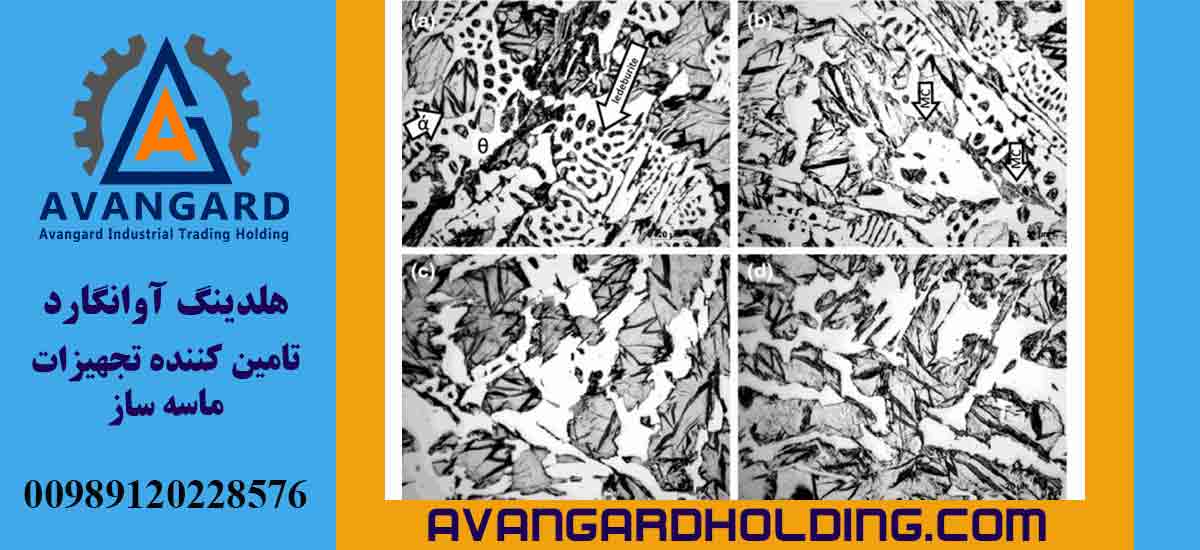
The carbide phases in Ni-Hard cast iron play a fundamental role in determining the mechanical properties and performance of this alloy. Its chemical composition is designed so that the structure mainly consists of eutectic carbides and an austenitic matrix. The type and amount of eutectic carbides formed, such as M₃C and M₇C₃, as well as the matrix structure, directly influence hardness, wear resistance, and fracture resistance.
Ni-Hard Type 2:
This type contains a ledeburitic structure in which M₃C carbides form a continuous network. Although this structure provides high hardness, the continuity of the carbides facilitates crack initiation and propagation, reducing impact resistance.
Ni-Hard Type 4:
In this type, M₇C₃ carbides form discontinuously and are more dispersed. These carbides are harder than M₃C, and their discontinuous distribution restricts crack propagation and enhances fracture resistance. Their finer structure also improves hardenability and increases wear resistance.
All alloying elements, including chromium and nickel, increase the volume fraction of the carbide phase; however, carbon has the most significant effect. Compared to M₃C, M₇C₃ carbides are harder and more resistant, and their discontinuous structure reduces brittleness and improves mechanical properties.
Key Points:
-
M₇C₃ carbides are harder and more resistant to fracture.
-
M₃C carbides, due to their continuity, have lower resistance to crack propagation.
-
The ledeburitic structure in Ni-Hard Type 2 provides high hardness but lower impact resistance.
-
The discontinuous M₇C₃ structure in Ni-Hard Type 4 improves wear and fracture resistance.
-
Chemical composition and production control are essential for determining carbide phases.
Effect of Carbide Shape and Size in Ni-Hard Cast Iron
The shape and size of carbides have a direct impact on the mechanical properties of Ni-Hard cast iron, especially impact resistance and hardness. Finer and more uniform carbides improve mechanical performance, increase impact resistance, and reduce local cracking. To achieve such structures, rapid solidification and inoculants like ferro-titanium and ferro-chrome are recommended.
Advanced methods such as special heat treatments and precise control of chemical composition also enable adjustment of carbide morphology. These improvements enhance hardenability and wear resistance. Fine carbides provide better crack-arresting ability, improving overall alloy performance in heavy-duty applications.
Key Points:
-
Finer carbides increase impact resistance and reduce brittleness.
-
Inoculants like ferro-titanium and ferro-chrome promote uniform carbide formation.
-
Rapid solidification and special heat treatments optimize carbide distribution.
-
Chemical composition adjustment plays a key role in carbide structure control.
Grain Size in Ni-Hard Cast Iron
Grain size significantly affects the mechanical properties of Ni-Hard cast iron, especially impact resistance and hardness. A fine-grained structure increases strength and improves mechanical behavior, particularly important for heavy industrial applications with severe wear and mechanical shock.
Grain size is controlled through cooling rate adjustments, inoculants such as ferro-silicon and ferro-chrome, and chemical composition modifications. Special heat treatments can also refine grain size and enhance mechanical properties.
Fine grains not only increase impact resistance but also prevent microcrack propagation, resulting in greater durability and longer service life of components.
Key Points:
-
Fine grains increase impact resistance and reduce brittleness.
-
Inoculants such as ferro-silicon and ferro-chrome help control grain size.
-
Cooling rate and heat treatments are key factors in grain refinement.
-
Fine-grained structures reduce microcrack propagation and increase durability.
Matrix Structure of Ni-Hard Cast Iron
Ni-Hard cast iron is widely used due to its excellent mechanical properties, including high wear resistance and hardness. The matrix structure—mainly consisting of eutectic carbides and an austenitic matrix—plays a crucial role. Proper control of chemical composition and heat treatment optimizes this structure.
Controlling the Matrix Structure of Ni-Hard Cast Iron
The matrix structure of Ni-Hard cast iron is controlled through precise alloying and adjustment of its chemical composition. In the as-cast condition, this alloy contains no graphite, and if alloying elements such as chromium and nickel are insufficient, softer phases such as pearlite or graphite may form. To prevent these changes, heat treatment is performed to obtain a martensitic matrix with minimal retained austenite. This structure directly increases the wear resistance and hardness of the components.
Optimal Chemical Composition of Ni-Hard Cast Iron
To achieve the desired structure, the chemical composition of Ni-Hard cast iron must be carefully adjusted. The typical range of alloying elements in a recommended grade is:
Carbon: 2.6–3.3%
Silicon: 1.5–2%
Manganese: 0.6–0.8%
Chromium: 8–9%
Nickel: 4.8–5.5%
Molybdenum: 0.5–1%
Adjusting the chemical composition so that the sum of silicon plus 0.3% chromium is greater than 1.4 leads to the formation of discontinuous carbides instead of ledeburitic carbides. These carbides provide better wear resistance.
Structural Challenges of Ni-Hard Cast Iron
One major challenge in producing Ni-Hard cast iron is preventing pearlite formation near carbides. The presence of pearlite can significantly reduce wear resistance. Alloying elements such as molybdenum, copper, and nickel reduce the critical cooling rate and minimize the likelihood of pearlite formation.
Role of Retained Austenite in Ni-Hard Cast Iron
Retained austenite, which remains at room temperature due to the high solubility of carbon in austenite, has varying effects on Ni-Hard cast iron properties. In applications requiring pure wear resistance, retained austenite is undesirable because it reduces overall hardness. However, in conditions involving severe impact along with wear, retained austenite can be beneficial. This phase promotes work hardening at the contact surface and increases internal toughness. Nevertheless, the amount of retained austenite should be kept below 5% to minimize negative effects.
Effect of Carbon (C) in Ni-Hard Cast Iron (Ni-Hard)
Carbon, as one of the main elements in Ni-Hard cast iron, plays a key role in determining mechanical properties. The amount of carbon directly affects the volume of carbides, which in turn influences hardness and wear resistance.
For applications requiring high hardness with low impact loading, about 3.3% carbon is recommended. For applications involving repeated impacts, reducing carbon to 2.6–2.9% improves toughness and impact fatigue life.
Increasing carbon increases the volume of M₇C₃ carbides, raising hardness but also brittleness. Below the eutectic carbon level (about 3.2% for 7% Cr cast iron), austenite solidifies first, and during the eutectic reaction, the remaining melt transforms into M₇C₃ carbides and austenite. At the eutectic level, a uniform structure of eutectic austenite and M₇C₃ carbides forms. Above the eutectic carbon content, primary M₇C₃ carbides precipitate directly from the melt and surround eutectic grains.
If carbon is too low, chromium carbides form, reducing carbon solubility in austenite and lowering hardenability in later transformations.
Precise carbon adjustment is essential to achieve the proper balance between hardness and toughness.
Effect of Chromium (Cr) in Ni-Hard Cast Iron (Ni-Hard)
Chromium is one of the most important alloying elements in Ni-Hard cast iron, significantly affecting microstructure and mechanical properties. At low chromium levels (around 3%), M₃C carbides form, which are weaker in hardness and strength. As chromium increases to around 10%, harder M₇C₃ carbides form, improving wear resistance.
Increasing chromium shifts the eutectic point leftward on the phase diagram and reduces the austenite region, decreasing carbon solubility in austenite.
Effect of Chromium on TTT Diagram and Martensite Formation
Chromium shifts the TTT diagram to the right, increasing the time available for phase transformations at low temperatures. The martensite start temperature (Ms) decreases with increasing chromium, improving wear resistance but reducing toughness.
Limitations of Chromium in Ni-Hard Cast Iron
Excessive chromium can result in the formation of softer M₂₃C₆ carbides, which weaken mechanical properties. Therefore, chromium must be optimized within the range of 3–10% to ensure proper carbide structure and long service life in abrasive environments such as mining and cement industries.
Effect of Silicon (Si) in Ni-Hard Cast Iron
Silicon (Si), as one of the important alloying elements in Ni-Hard cast iron, has multiple effects on the microstructure and mechanical properties of this alloy. Although silicon is less commonly used in alloyed cast irons due to its low graphitization tendency, its role in the formation and stability of carbides—especially M₇C₃ carbides—is highly significant. In controlled amounts, silicon increases hardness and wear resistance and contributes to the formation of a desirable carbide structure.
Silicon Usage Range in Ni-Hard Cast Iron
In Ni-Hard cast iron, the optimal silicon content is typically adjusted between 1.5% and 2%. In a case study involving an alloy containing 5% nickel (Ni), 8% chromium (Cr), and 3.5% carbon (C), it was shown that increasing silicon from 0.35% to 1.95% converted all M₃C carbides into the harder and more desirable M₇C₃ carbides. This transformation reflects the direct influence of silicon on the type and quality of carbides formed in Ni-Hard cast iron.
Effect of Silicon on Microstructure in Ni-Hard
Increasing silicon reduces carbon solubility in austenite, resulting in increased carbon content within carbides and more stable M₇C₃ carbide formation. Under these conditions, the amount of chromium required to create a discontinuous carbide structure decreases, which is economically and technically beneficial. However, with slow cooling rates and high carbon levels, the probability of forming free graphite increases, which negatively affects mechanical properties.
Effect of Silicon on Martensite Start Temperature in Ni-Hard
One notable effect of silicon is the increase in martensite start temperature (Ms). This increases the rate of martensitic transformation, improving hardness and wear resistance. Additionally, silicon promotes the stability of M₇C₃ carbides, playing a key role in increasing component life under heavy loads.
Overall, accurate control of silicon content and cooling conditions is necessary to ensure its positive effects while preventing free graphite formation. This approach optimizes the mechanical and structural properties of Ni-Hard cast iron for heavy industrial applications, such as mining and cement industries.
Effect of Manganese (Mn) in Ni-Hard Cast Iron
Manganese (Mn) is a key alloying element in Ni-Hard cast iron, playing an important role in improving microstructure and mechanical properties. It acts as an austenite stabilizer and can dissolve in both the matrix and carbide phases. The effect of manganese depends on its concentration and influences hardness, wear resistance, and retained austenite levels.
Effect of Manganese on Carbides and Hardness in Ni-Hard
Manganese dissolves in carbides, particularly M₇C₃ carbides, reducing their hardness. Conversely, when manganese dissolves in M₃C carbides, it increases their hardness. However, evidence shows that M₃C carbides usually do not form in Ni-Hard structures, so manganese primarily affects the hardness of M₇C₃ carbides. Reduced hardness caused by manganese dissolution can decrease wear resistance, especially in heavy-load applications.
Effect of Manganese on Matrix and Retained Austenite
Manganese increases retained austenite by reducing the rate of martensite formation. Retained austenite improves toughness but may reduce overall hardness when present in excessive amounts. Therefore, manganese must be carefully controlled to maintain the correct balance between hardness and impact resistance.
Overall Effect of Manganese on Wear Resistance
In industries such as mining and cement, where hardness and wear resistance are crucial, excessive manganese reduces carbide phases and therefore reduces wear resistance. This reduction occurs due to microstructural changes and decreased carbide hardness.
Thus, adjusting manganese within an optimal range—based on application requirements—is essential to improve wear resistance and toughness while maintaining hardness.
Effect of Vanadium (V) in Ni-Hard Cast Iron
Vanadium, as an important alloying element in Ni-Hard cast iron, plays a significant role in improving the mechanical properties and microstructure of the alloy. Due to its strong ability to form carbides, vanadium is recognized as a strong carbide former. Vanadium carbides, with their very hard and resistant structure, play a key role in enhancing wear resistance and hardness.
Effect of Vanadium on Microstructure and Carbide Formation
Vanadium has a high tendency to combine with carbon and form complex carbides such as VC and V₄C₃. The presence of these carbides in Ni-Hard cast iron increases local hardness and improves mechanical properties. Vanadium can also partially replace chromium in carbides, transferring chromium to the matrix and forming an austenitic matrix, which enhances impact resistance and toughness.
Effect of Vanadium on Structural Stability and Pearlitic Transformation
Vanadium, due to its influence on the phase equilibrium diagram, can prevent pearlitic transformation. This helps preserve the austenitic or martensitic matrix, which is important for heavy-duty applications, such as in mining and cement industries.
Effect of Vanadium on Mechanical Properties
By controlling vanadium content in Ni-Hard cast iron, an optimal balance between hardness and wear resistance can be achieved. Vanadium carbides, due to their stable and hard crystal structure, perform excellently in severe wear environments. This makes parts made from this alloy more efficient in crushing equipment, slurry pumps, and drilling tools.
Optimizing Vanadium Content in Ni-Hard Cast Iron
Adding controlled amounts of vanadium to Ni-Hard cast iron can increase wear resistance and hardness without reducing other mechanical properties. The amount must be adjusted considering its interaction with other alloying elements, especially chromium, to optimize chemical composition and microstructure.
Overall, vanadium is a key element in Ni-Hard design and production, with unmatched influence on alloy performance. Its ability to control microstructure and form resistant carbides makes it a valuable additive in industrial applications.
Effect of Copper (Cu) in Ni-Hard Cast Iron
Copper (Cu) is an alloying element commonly used in Ni-Hard cast iron to increase hardness and improve corrosion resistance and hardenability. Adding copper increases the hardness of the matrix phase and the amount of retained austenite in the structure. Key effects of copper include reducing pearlite formation and influencing phase transformation behavior.
Increasing Hardness and Retained Austenite with Copper
Adding certain amounts of copper to Ni-Hard increases the hardness of the alloy in industrial applications. Copper lowers the martensite start temperature (Ms), resulting in higher retained austenite. This improves toughness and impact resistance in thick components and prevents pearlite formation, enhancing performance under heavy wear.
Effect of Copper on Phase Structure and Corrosion Resistance
Copper is particularly effective in alloys requiring high corrosion resistance. In Ni-Hard cast iron, copper improves corrosion resistance, especially in corrosive environments. However, copper reduces carbide stability, which can decrease wear resistance.
Effect of Copper on Martensite Start Temperature (Ms)
As an alloying element that reduces Ms, copper influences heat treatment behavior. The lower Ms leads to increased retained austenite, improving toughness and strength of Ni-Hard components. Therefore, copper enhances hardness, wear resistance, and corrosion resistance, making it valuable in thick industrial parts like mining machinery, drilling equipment, and crushers.
Effect of Molybdenum (Mo) in Ni-Hard Cast Iron
Molybdenum (Mo) is a key element for improving the properties of Ni-Hard cast iron, significantly affecting hardness and hardenability. It increases hardness and improves hardenability.
Effect of Molybdenum on Microstructure and Martensite Formation
Molybdenum has little effect on martensite start temperature (Ms) and, unlike nickel or manganese, does not significantly reduce Ms. However, molybdenum greatly slows the precipitation of secondary carbides, increasing carbon solubility in austenite and stabilizing this phase at ambient temperatures. This enhances mechanical properties such as wear resistance and strength in operational conditions.
Higher molybdenum content also allows higher carbon content in the alloy, as molybdenum, being a carbide former, dissolves in M₇C₃ without significantly affecting hardness. Another important effect is that molybdenum delays pearlitic transformation, facilitating the austenite-to-martensite transformation even in thick sections during slow cooling.
Effect of Molybdenum (Mo) in Ni-Hard Cast Iron
Overall, molybdenum plays a significant role in improving the mechanical properties of Ni-Hard cast iron, such as hardness, wear resistance, and stability of the austenitic structure. By slowing the precipitation of secondary carbides and increasing carbon solubility in austenite, molybdenum enhances Ni-Hard properties at ambient temperatures and supports better hardening and wear resistance under various operating conditions.
Effect of Nickel (Ni) in Ni-Hard Cast Iron
Nickel is a key element in improving hardenability and significantly influences the heat treatment process and final structure of Ni-Hard cast iron. Nickel acts as an austenite stabilizer and prevents pearlite formation, leading to a martensitic structure after heat treatment, which provides high hardness and wear resistance. The required amount depends on the cooling rate and casting thickness.
-
For Ni-Hard components up to 50 mm thick, nickel content is typically 4.4%–4.8%, creating a strong martensitic structure in thinner parts and preventing pearlite formation.
-
In thicker parts, nickel content should be increased to 5%–6% to prevent carbide formation.
-
Excessive nickel can leave retained austenite, which may cause surface lamination under high stress and wear conditions.
Nickel is essential in heat treatment to prevent undesirable structures like pearlite, enhancing hardness, wear resistance, and durability. Proper control of nickel content ensures optimal Ni-Hard performance over time.
Effect of Sulfur (S) in Ni-Hard Cast Iron
Sulfur has mixed effects on Ni-Hard properties. While it can cause production issues, when combined correctly with elements like manganese, it forms manganese sulfide (MnS), which stabilizes carbides, improving wear resistance and final hardness.
However, for applications requiring high shock resistance and impact toughness, sulfur should be minimized. Excess sulfur can cause hot shortness or reduced ductility, negatively affecting performance. Proper sulfur management is crucial to balance wear resistance, toughness, and shock performance.
Effect of Phosphorus (P) in Ni-Hard Cast Iron
Phosphorus significantly affects Ni-Hard properties. Content above 0.2% increases brittleness, reducing impact toughness and potentially causing cracks or failure under dynamic loading. Excess phosphorus can also cause hot shortness, impairing casting quality and heat treatment. Controlling phosphorus ensures balanced hardness, wear resistance, and durability.
Effect of Tungsten (W) in Ni-Hard Cast Iron
Tungsten is important for mechanical properties, especially in Ni-Hard 4 cast irons. These irons are known for high hardenability and wear resistance. Tungsten provides additional benefits, distinguishing this type from other alloys.
-
Increasing tungsten in Ni-Hard 4 raises matrix hardness and forms the M₇C₃ carbide phase, improving wear resistance.
-
The increased carbide volume fraction and reduced average carbide size enhance toughness and hardness.
-
Tungsten improves both hardness and impact resistance, allowing Ni-Hard 4 to withstand severe shocks and wear.
Tungsten is crucial for chemical composition optimization and performance enhancement in Ni-Hard 4, making it ideal for industrial applications requiring high wear and impact resistance.

Summary of Alloying Elements Effects in Ni-Hard Cast Iron
In summary, due to its outstanding wear and impact resistance, Ni-Hard cast iron is widely used in various industries, particularly in mining equipment and heavy machinery. The chemical composition of this cast iron is influenced by different alloying elements, each contributing specific effects on its properties. Carbon (C), as the primary element in carbide formation, plays a decisive role in hardness and wear resistance. By precise adjustment of carbon content, it is possible to increase hardness while maintaining retained austenite, which enhances toughness.
Austenite stabilizing elements such as Nickel (Ni) and Manganese (Mn) reduce the Ms (Martensite Start) temperature, thereby improving hardenability. These elements increase the amount of retained austenite and help optimize the heat-treatment process for better performance. Chromium (Cr), on the other hand, increases hardenability but may negatively affect hardness by reducing carbon content in the matrix.
Molybdenum (Mo) is one of the key alloying elements in Ni-Hard production, increasing both hardness and hardenability without significantly affecting the Ms temperature. Mo aids in forming M4C carbides, improving wear and impact resistance. Tungsten (W) also enhances hardness and impact resistance by increasing the carbide volume fraction. Sulfur (S) and Phosphorus (P), as undesirable elements, must be kept to a minimum to avoid brittleness.
By precisely controlling the chemical composition, the mechanical properties of Ni-Hard cast iron can be optimized for demanding industrial applications.
Molding of Ni-Hard Cast Iron: Processes and Materials Used
In the casting industry of Ni-Hard cast iron, selecting suitable molding materials and proper methods is crucial for producing high-strength, high-quality castings. One of the most common techniques is the use of silica sand as the primary molding material.
Silica Sand and Sodium Silicate Binder Mixture
To enhance the strength and quality of molds, silica sand is mixed with sodium silicate binder. In this method, a specific amount of sodium silicate is added to silica sand, and CO₂ gas is blown into the mixture, triggering chemical reactions that harden and strengthen the mold. This technique, known as the CO₂ molding process, is widely used due to its fast production rate and high-quality results.
Advantages of Using Silica Sand and Sodium Silicate
High strength: The combination provides high compressive strength, which is essential for producing large castings requiring dimensional accuracy.
Thermal stability: This mixture offers excellent resistance to high temperatures and performs well during the pouring of high-temperature Ni-Hard melt.
High production rate: The rapid hardening of the mold through CO₂ injection reduces production time and increases workflow efficiency.
Key Considerations When Using This Mixture
Sodium silicate content: Typically, 3–6% of sodium silicate (by sand weight) is added, depending on sand type, grain size, alloy type, and melting temperature.
Reaction temperature: Proper control of the reaction temperature is necessary to prevent defects such as cracking or shrinkage.
Material quality: High-purity silica sand and high-quality sodium silicate significantly affect the final mold and casting quality.
By following these guidelines, high-quality, strong molds can be produced for Ni-Hard casting, resulting in improved component quality and extended service life.
Melting Equipment and Production Processes of Ni-Hard Cast Iron: A Technical Review of Furnaces and Raw Materials
Ni-Hard cast iron, a type of alloyed white cast iron, is widely used in industries such as mining, cement, and petrochemicals due to its exceptional abrasion resistance and high hardness. Producing this alloy requires specialized equipment and controlled processes to ensure its final quality and desirable mechanical properties.
The production of Ni-Hard cast iron is mainly performed in electric furnaces such as Electric Arc Furnaces or Induction Furnaces. These furnaces provide precise control over chemical composition and melting temperature, making them the preferred choice for this alloy. Acidic or basic refractory linings are used depending on the process type and economic considerations.
The raw materials used include pig iron, steel scrap, nickel, ferrochrome, ferrosilicon, ferromolybdenum, and more. In some cases, stainless steel is added to reduce costs. Carburizing during melting is also a common technique to improve the metallurgical structure of Ni-Hard.
The appropriate pouring temperature is usually between 1340 and 1370 °C. The casting process must ensure continuous flow of molten metal through the gating system and uniform movement in runners to prevent gas porosity or solidification defects.
Using advanced equipment and precise process control not only guarantees the final quality but also increases the service life of components in harsh working environments.
Melting of Ni-Hard Cast Iron in Induction Furnaces: Key Processes and Variables
Melting Ni-Hard cast iron in induction furnaces is considered one of the most efficient production methods due to precise control of temperature and chemical composition. The quality, cleanliness, density, and lack of oxide layers in charge materials significantly affect melting speed, slag volume, refractory lining life, and final product quality. High-quality charge materials also reduce energy consumption and improve process efficiency.
One notable feature of induction furnaces is induced turbulence, which accelerates the absorption of alloy elements and homogenizes the melt. This is especially important when adding carbon. Because carbon is lighter than molten metal, it rises to the surface and gradually dissolves throughout the melt. To prevent carbon loss as CO, it must be added directly to a clean melt surface and kept away from slag.
Next, alloying elements such as silicon, ferrochrome, and other materials are added. Proper timing and temperature for adding these elements directly influence process efficiency and final mechanical properties. Clean charge materials also reduce slag and increase refractory life, improving abrasion resistance and overall performance.
This method enables the production of high-quality Ni-Hard with advanced mechanical properties and precise chemical composition, making it one of the best industrial production options.
Selecting the Appropriate Refractory Lining for Ni-Hard Melting Furnaces: Materials and Influential Properties
In Ni-Hard melting inside induction furnaces, selecting a suitable refractory lining is crucial. Today, silica refractories—and in some cases alumina refractories—are considered the best linings due to their chemical compatibility with the acidic slag formed during melting.
Silica refractory is especially suitable because of its special structure and high thermal resistance. During melting, reactions occur between carbon and silicon in the melt and SiO₂ in the lining. The main reaction is:
C + SiO₂ → Si + CO₂
This is a reversible reaction and reaches equilibrium when reaction rates in both directions become equal.
Refractory life depends on several factors including the furnace’s average operating temperature, and the carbon and silicon content of the melt. Higher temperatures and higher alloy additions shorten refractory life due to increased thermal and chemical stress.
Selecting the right refractory must be based on melting conditions and melt chemistry. Silica refractories offer excellent thermal and chemical stability, oxidation resistance, and structural durability.
Heat Treatment of White Cast Irons: Effects of Microstructure on Properties and Performance
Heat treatment plays a key role in improving mechanical properties of white cast irons, especially wear resistance. These treatments alter the microstructure, which affects performance under operating conditions.
In hypoeutectic cast irons, primary austenite dendrites form at the liquidus temperature, and at the eutectic temperature the remaining melt transforms into austenite and carbides. As cooling continues, secondary carbides form and carbon solubility decreases, causing unstable austenite and the formation of martensite halos, increasing brittleness and reducing wear and impact resistance.
If the chemical composition is unsuitable or the casting is thick, austenite transforms into pearlite, which weakens the matrix and causes rapid wear and carbide detachment.
In hypereutectic white cast irons, primary carbides form above the liquidus, and at the putectic temperature transform along with the melt into carbides and austenite. Eutectic carbides may deposit on primary carbides. These irons have coarse and brittle carbides, so high-temperature heat treatment is required to improve performance.

Heat Treatment of Hyper-Eutectic White Cast Irons
Heat treatment of hyper-eutectic white cast irons is typically performed at around 1200 °C for three hours. This process causes eutectic carbides to dissolve into the primary carbides and modifies their morphology, smoothing their sharp edges and improving the alloy’s mechanical properties, especially impact resistance and wear resistance. After this treatment, the microstructure consists mainly of M7C3 carbides within an austenitic matrix along with some retained austenite.
If the white cast iron contains only chromium and no additional alloying elements such as nickel, manganese, or molybdenum, the matrix will consist of M7C3 carbides, secondary carbides, and fine pearlite. When the alloy contains nickel and manganese—which stabilize austenite—the matrix will include M7C3 carbides, retained austenite, martensite, and pearlite. In this case, a martensitic heat treatment is required to improve wear resistance and prevent the formation of pearlite.
Overall, heat treatment significantly enhances the performance and mechanical properties of white cast irons, particularly their resistance to wear and impact, which is crucial for industrial components and machinery.
Heat Treatment of Ni-Hard Cast Iron
Heat treatment of Ni-Hard cast iron is one of the key steps in improving the mechanical properties of this wear-resistant alloy. Ni-Hard, which primarily contains hard carbides within an austenitic or pearlitic matrix, possesses high resistance to wear and corrosion due to its chemical composition. Nevertheless, its final properties after casting are heavily influenced by heat-treatment processes. The presence of retained austenite in the structure can produce varying mechanical effects, so heat treatment is specifically designed to improve hardness, wear resistance, and toughness.
During the heat-treatment process, the casting is heated to a specific temperature and then cooled at a controlled rate to modify the microstructure. Typically, Ni-Hard components are heated to around 800 °C for several hours to achieve austenitization. At this temperature, primary and secondary carbides dissolve sufficiently to create an austenitic matrix ready for martensite formation. Subsequent cooling—either rapid or slow—depends on the desired mechanical properties. In some cases, tempering at around 450 °C is performed to maximize toughness and prevent excessive brittleness.
Heat Treatment Process in Ni-Hard Cast Iron
Heat treatment is not only recognized as an effective method for improving wear resistance in Ni-Hard cast iron, but by adjusting process parameters, a wide range of mechanical properties can be achieved depending on the application. Selecting the precise temperature for austenitizing and cooling is highly important, as even slight changes in these parameters can significantly affect the final structure and properties of Ni-Hard cast iron. Ultimately, these processes allow Ni-Hard to become one of the most suitable alloys for applications involving high wear and impact.
Machining of Ni-Hard Cast Iron
Ni-Hard cast iron is widely used in various industries due to its high resistance to wear and corrosion. However, machining this material is challenging because of its high hardness and specific cast structure. Effective machining requires proper tool selection and accurate adjustment of machine parameters.
One of the most important factors for successful machining is the use of high-hardness cutting tools such as tungsten carbide and cubic boron nitride (CBN). These tools, due to their extreme hardness, can effectively remove material from Ni-Hard and significantly extend tool life. Additionally, appropriate heat treatment has a strong influence on the machinability of Ni-Hard. Processes such as surface hardening and microstructural optimization can reduce localized hardness and improve machinability.
Precise machine settings are essential during machining. Using low cutting speeds and controlled feed rates helps reduce heat generation and prevents potential damage to the part. Excessive temperature rise can alter the microstructure of the cast iron and cause undesirable changes. Pre-machining heat treatment can adjust hardness to make machining easier and more economical.
The use of specialized coolants and lubricants is also essential. These fluids must efficiently reduce friction and heat without causing negative chemical reactions. In complex machining operations, pre-machining heat treatment can enhance chip removal and improve the final surface quality.
After machining, surface quality and dimensional accuracy must be inspected. Methods such as scanning electron microscopy (SEM) and metallographic analysis help evaluate microstructural changes and ensure precision.
Ultimately, optimizing the machining process of Ni-Hard cast iron requires a combination of proper tool selection, precise machine settings, appropriate heat treatment, and specialized coolants. Together, these factors result in high-quality parts and reduced production costs.
Austenite Transformation During Heat Treatment of Ni-Hard Cast Iron
Austenite transformation is a key process in improving the properties of Ni-Hard cast iron. Alloys that contain austenitic structure in the as-cast condition become supersaturated with carbon when heated to annealing temperatures. In this state, austenite becomes unstable and begins to precipitate carbides. This continues until the system reaches equilibrium and the desired final structure is formed.
Shorter holding time at heat-treatment temperature increases the amount of carbon and retained austenite after treatment. This affects physical and mechanical properties such as hardness and wear resistance. High-temperature heat treatment may be used to reduce brittleness caused by secondary carbides at grain boundaries. However, passing through the austenite region during cooling may lead to eutectic carbide precipitation at grain boundaries, which can negatively affect mechanical properties.
To prevent this problem, high-temperature treatments are used, although they may cause excessive austenite grain growth and reduce mechanical strength. High quenching temperatures also increase the risk of cracking. One effective solution is pearlite annealing, which transforms austenite into pearlite before quenching. This prevents carbide precipitation at grain boundaries and provides favorable conditions for achieving desired hardness and strength.
In the as-cast state, Ni-Hard type 4 typically has a hardness of about 400–500 Brinell, which may result from large amounts of retained austenite. With proper heat treatment and control over temperature and time, this hardness can be increased. Converting austenite to martensite—an ideal structure for high hardness and wear resistance—is a key goal of heat treatment. A fully martensitic Ni-Hard structure is especially resistant to spalling under repeated impact and exhibits excellent mechanical performance.
Therefore, heat treatment and controlled austenite-to-martensite transformation play a critical role in improving the mechanical properties and performance of Ni-Hard cast iron, enabling the production of high-strength, wear-resistant components for severe working conditions.
Martensitic Transformation in Ni-Hard Cast Iron During Heat Treatment
The martensitic transformation in Ni-Hard cast iron plays a crucial role in achieving desirable mechanical properties. In Ni-Hard Type 4, high-carbon needle-like martensite forms. Due to the high carbon content, martensite forms as a hard and brittle phase that improves wear and impact resistance. This transformation is influenced by the austenitizing temperature and the cooling rate. Carbon is one of the main factors controlling the transformation of austenite into martensite, greatly affecting the final hardness and strength of the alloy.
During heat treatment, two common methods are used for Ni-Hard Type 4. The first involves heating the cast parts to 800 °C (austenitizing temperature) and holding them for 8 hours, followed by air cooling. This process forms martensite and increases hardness. Another method used to improve mechanical properties is tempering at 450 °C, which increases toughness and reduces brittleness. This treatment is usually performed after austenite has transformed into martensite and is particularly useful for components requiring high strength and durability.
Components with complex shapes or varying thicknesses may undergo dual heat treatment. In this method, parts are first held at 550 °C for 4 hours and then heated at 450 °C for 16 hours, followed by air cooling. This type of treatment is suitable for thick or complex sections, as it promotes a more uniform distribution of martensite and pearlite within the cast iron.
The amount of carbon dissolved in austenite and the cooling rate are key factors affecting the austenite-to-martensite transformation. A higher cooling rate increases the amount of martensite and thus raises hardness. Additionally, variations in the holding time at the austenitizing temperature significantly influence the carbon content and final characteristics of the cast iron. In general, shorter holding times result in more retained austenite, which decreases hardness and wear resistance.
Finally, high-chromium alloy cast irons typically harden in air. During this process, the heat extraction rate decreases near the end of cooling, causing self-tempering. This phenomenon is especially noticeable in thick parts. If the martensite content exceeds 50%, hardness may decrease by 25–75 Vickers due to self-tempering, which reduces brittleness and increases ductility.
| Heat treatment | Temp(°C) | Time | Microstructure | Hardness(HV) |
| (Austenitizing) | 800 | 8 hr | Needle Martensite | 650-700 |
| (Tempering) | 450 | 4-8 hr | Toughness | 450-500 |
| (Dual Heat Treatment) | 550 , 450 | 4 و 16 hr | Martensite & Pearlite | 500-600 |
| (Air Cooling) | 20-30 | – | Self-tempering | 550-600 |
The following table summarizes different heat treatment processes, holding temperature, holding time, the type of structure formed, and the hardness in Vickers (HV) scale.
-
Austenitizing: 800 °C for 8 hours produces needle-like martensite with high hardness ranging from 650 to 700 HV.
-
Tempering: usually at 450 °C, reduces brittleness and increases toughness, resulting in hardness between 450 and 500 HV. This process is especially applied to reduce brittleness and improve mechanical properties of Ni-Hard cast iron.
-
Dual Heat Treatment: holding at 550 °C for 4 hours followed by 450 °C for 16 hours produces a martensite-pearlite mixture, with hardness ranging from 500 to 600 HV.
-
Air Cooling: typically at 20–30 °C, increases hardness and induces self-tempering, achieving hardness between 550 and 600 HV.
Careful selection of temperature and holding time in austenitizing and tempering significantly impacts the mechanical performance, wear resistance, and durability of cast iron components.
Tempering of Ni-Hard Cast Iron
Tempering is a critical stage in heat treatment to improve mechanical properties after austenite transforms into martensite. It reduces internal stresses (around 6% volumetric change during transformation) and enhances toughness.
-
Low-temperature tempering: around 200 °C, relieves internal stresses without altering retained austenite.
-
High-temperature tempering: 400–500 °C, converts excess retained austenite into martensite and precipitates secondary carbides, stabilizing the microstructure and reducing brittleness.
Tempering conditions can be tailored to achieve specific properties, depending on part geometry, intended application, and required wear resistance.
Hardness Measurement
Measuring Ni-Hard hardness is crucial for quality control. Hardness indicates resistance to permanent deformation or cracking under load. Common scales include Vickers Hardness (HV) and Rockwell Hardness (HR). Vickers hardness is particularly precise for Ni-Hard due to its microscopic accuracy. However, hardness alone does not fully represent the overall quality of the casting.

Evaluation of Ni-Hard Cast Iron Quality
In addition to hardness measurement, chemical analysis and microscopic structure study are essential for assessing the quality of Ni-Hard cast iron. Chemical analysis is performed using techniques such as X-ray Fluorescence (XRF) or Atomic Absorption Spectroscopy (AAS) to determine the precise alloy composition and content of alloying elements such as chromium, nickel, and manganese. This is especially critical for Ni-Hard cast irons that are sensitive to precise alloy ratios.
Microscopic examination using optical microscopy or Scanning Electron Microscopy (SEM) provides valuable information on carbide distribution, austenite and martensite grain structure, and other structural features. These data significantly impact understanding the mechanical behavior of Ni-Hard cast iron under different operating conditions.
Comparing hardness obtained from different heat treatments (e.g., austenitizing, tempering) is also necessary. Ni-Hard hardness typically ranges from 400 to 700 HV, depending on alloy composition and heat treatment conditions.
Regular hardness measurement combined with chemical analysis and microstructural study establishes a comprehensive quality control system for Ni-Hard castings, ensuring optimal performance under high-wear and demanding industrial conditions.
Additional Notes:
-
Vickers Hardness (HV): Measures hardness on a microscopic scale. Hardness varies with heat treatment temperature and duration. Higher temperature and longer treatment generally increase hardness.
-
Rockwell Hardness (HR): Suitable for thicker materials. HR depends on alloy composition and heat treatment type (austenitizing, tempering, or dual heat treatment).
-
Chemical Composition: Alloying elements such as Cr, Ni, and Mo directly affect hardness and wear resistance.
-
Microstructure: Carbide distribution and grain structure impact mechanical properties and fracture behavior. Heat treatment modifies these features and affects wear resistance and brittleness.
Summary
Ni-Hard cast iron, particularly Ni-Hard 4, is one of the most widely used wear-resistant alloys in heavy industries. With its metallurgical structure and high wear resistance combined with toughness, it is ideal for manufacturing mining equipment, crushers, and mills. First developed in the 1920s, Ni-Hard has evolved due to its hardness, wear resistance, and durability.
Avangard Holding Company, a leader in alloy castings including Ni-Hard, offers high-quality industrial components with advanced technology and international standards. With over two decades of experience and a team of expert engineers, the company provides customized orders for industrial parts. Ni-Hard, especially Ni-Hard 4, is available with guaranteed quality and competitive pricing.
Contact: +98 912 022 8576
Website: Avangardholding.com





